GENERAL INFORMATION
Plastic C900 water pipe consist of the mains and branches that serve residential, commercial, and industrial structures. Watermains are pressure pipe systems so they are more adaptable to underground or above ground obstructions (via fittings) than gravity pipe systems.
Water mains are typically placed at least 6” below the lowest recorded frost depth which in colder northern climates can range anywhere from 3’ to 7’ or more. Larger trunk mains however may be deeper ranging anywhere from 7-14’ feet deep or more. Also when requiring clearance underneath existing utilities or obstructions, depths beyond frost minimums may be necessary as well.
The depth of water service laterals commonly ranges from +/- 2-7’ as well, depending on frost depths expected.
The designation ‘C900’ comes from the AWWA (American Water Works Association) classification.
DIMENSIONAL INFORMATION
PROPERTIES
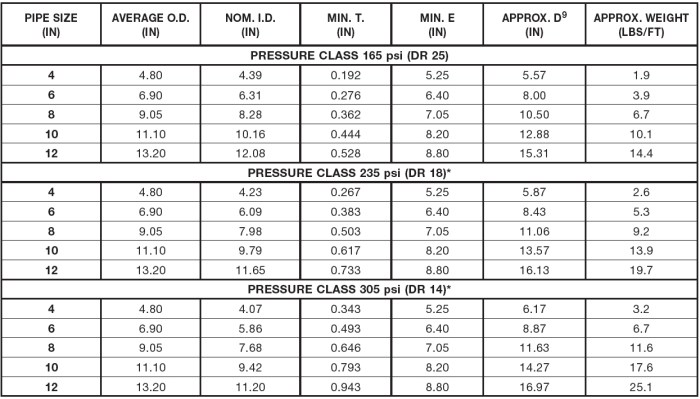
C900 pressure pipe is categorized in ‘Pressure Classes’ of 165psi (DR25), 235psi (DR18), and 305psi (DR14). DR stands for ‘Dimension Ratio’ of wall thickness versus pipe outside diameter. All pipe is hydrostatically tested in the factory before shipment at working pressures much higher than labeled rating (400psi for 165 class, 600psi for 235 class, 800psi for 305 class). Pipe Stiffness for most C900 products is 129psi for DR25, 364psi for DR18, 815psi for DR14.
Available sizes are 4”, 6”, 8”, 10”, 12”. Pipe lengths come in 20’ standard but 14’ lengths may be available as well. C900 pipe is produced in Cast Iron Pipe Outside diameters. Connections with other O.D. pipes can be made by way of adapters or transition gaskets.
Pipe deflection can occur in C900 pipe when it’s subjected to excessive vertical loading. Deflection is heavily influenced by Pipe Stiffness, Soil Density, and Pipe Loading. Also, the thicker the pipe wall (i.e. lower the dimension ratio) the more resistant to deflection. Many engineers consider soil/bedding density within the haunched area of the pipe to be the most important factor in resisting pipe deflection.
The C900 AWWA designation most commonly refers to Polyvinyl Chloride Pressure pipe 4-12″ diameter within the DR25/165psi – DR18/235psi – DR14/305psi.
The C905 AWWA designation (typically used for transmission mains) most commonly refers to 14-48″ diameter pipe within the following dimension ratio/pressures classes:
DR18/235psi (14-24″)
DR21/200psi(14-36″)
DR25/165psi(14-48″)
DR32.5/125psi(14-36″)
DR41/100psi(14-48″)
DR51/80psi(30-48″)
C909 AWWA designation refers to Molecularly Oriented Polyvinyl Chloride pressure Pipe. C909 generally has a thinner wall (higher dimension ratio) than standard PVC pressure pipe and has less stiffness as well but is often used as an equal to C900 specification. C909 pipe is most commonly produced in sizes 4-14″ and pressure classes of 165psi (14″) and 235psi (4-12″).
HANDLING
When the delivery truck arrives, all pipes should be inspected and inventoried. Suppliers often will not remedy issues that aren’t identified upon delivery as they have no control over what happens on site after the delivery driver leaves. A forklift, front end loader with forks, or backhoe with forks is commonly used to unload ‘bundles’, ‘bunks’, or ‘pallets’ of C900 pipe. A spreader bar with straps spaced +/- 8’ may also be used with a crane or excavator to lift the pipe bundle off the truck.

If bundles are to be stored prior to ‘stringing’ individual pipe, they will need wood blocking supports underneath, spaced +/- 8’. During cold weather, PVC becomes more brittle so extra care must be used during handling.
TRENCH & COVER
Trench width is often determined by the installer, via trench box sizes, pipe depth, pipe size etc, however minimum trench widths for C900 pipe are set forth by many manufacturers. The following are common minimum parameters, though many contractors will require larger widths to install, especially at greater depths:
4” pipe – 18”
6” pipe – 18”
8” pipe – 24”
10” pipe – 24”
12” pipe – 30”
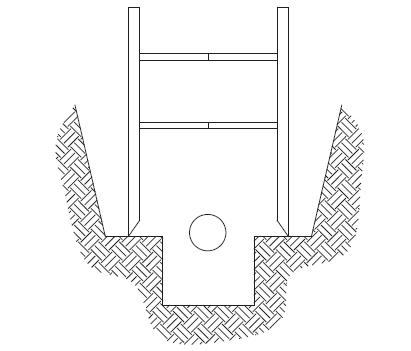
‘Full Profile’ trench boxes are commonly used for trench wall shoring and should be set on shelves in sidewalls of the trench above the springline of the pipe. This ‘sub-ditch- condition helps ensure peak compaction around the pipe.
Damaged pipe can be repaired with a repair clamp for localized smaller areas.

For larger sections needing replaced, the piece is commonly removed/cut, and a new piece is replaced with a ‘solid sleeve’ type fitting on both ends.

JOINTS
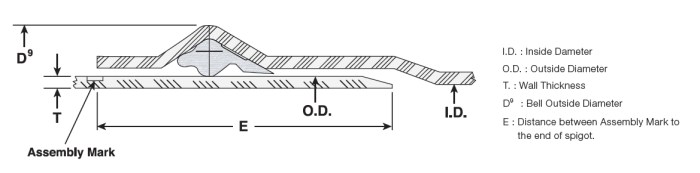
C900 pipe has flexible elastomeric gaskets within the bell which allow for a water tight push together jointing system. Spigot ends come from the factory with bevels on the spigot end made to mate with the bells inner taper.

When installing C900 pipe, the bell interior, gasket, and spigot should be cleaned to remove any foreign dirt or debris from permitting proper joint seal, or entering the pipe and compromising the anti-bacterial environment needed to pass testing. The spigot end is lubricated, aligned with the bell, and inserted until it contacts the gasket uniformly. A spade with a block buffer, lever pullers, or ‘eagle claw’ devices may be used to push the pipe ‘home’ to the reference mark on the spigot.

A pipe has been pushed home when the previously laid bell end lines up flush with the newly laid spigot end. While many installers elect to used a backhoe bucket to push the pipe home, manufacturers do not recommend this as it may damage the pipe or ‘over-bell’ the joint.
A certain amount of pipe bending is allowed with many C900 pipe manufacturers and should be verified with each. A typical assumption might be 4” pipe à 24” offset in 100ft radius; 6” pipe à 16” offset in 150ft radius; 8” pipe à 12” offset in 200 ft radius; 10” pipe à 9” offset in 250ft radius; 12” pipe à 8” offset in 300ft radius. Joints will need braced or backfill over when bending pipe to resist exceeding the joint deflection maximums. A small amount of joint deflection is allowed with C900 pipe manufacturers (typically +/- 1 degrees depending on manufacturer). Combining both however is often not permitted.
FITTINGS
Ductile Iron ‘Mechanical Joint’ fittings are used for C900 pipe. Many different types of fittings are available for C900 pipe:
-11-1/4, 22-1/2, 45 degree bends

-90 degree bends

-Tees
-Crosses

-Caps (for plain end of pipe), Tapped Caps


-Plugs (for Bell End of pipe), Tapped Plugs
-Reducers

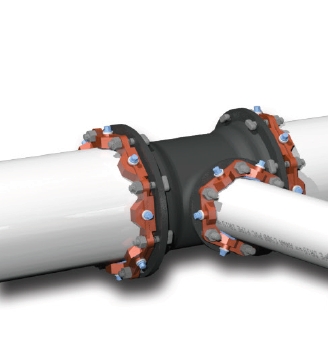
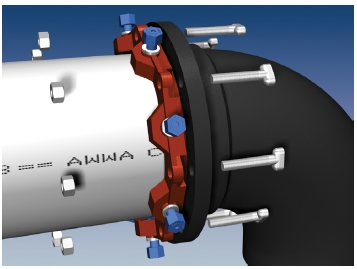
Fittings are most commonly used in conjunction with ‘Wedge-Action Restraint’ devices at the joint, also referred to as megalugs.

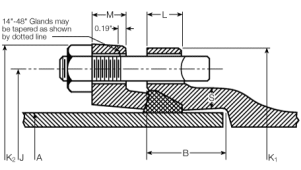
Megalugs are composed of a ‘gland’ (ductile iron ring with premachined bolt holes), a gasket, 6 torque-limiting bolts/nuts (anchorage to pipe), and 6 ‘T-Bolts/nuts (imparting wedge action, anchors to flanged end of fitting).

Megalugs are commonly coated with a thermoset epoxy material and/or electrostatically applied polyester powder for corrosion/impact/UV resistance. It is important to note that the wedge action restraints used for C900 pipe and ductile iron fittings are specific to C900 pipe (commonly red in color) and cannot be confused with ductile iron pipe wedge action restraint products (commonly black in color).
When installing the C900 spigot end into the fitting, a clean/square cut is required (no bevel necessary) with soapy water or lubricant applied to gasket and spigot. The gasket is pushed into the fittings’ gasket socket recess and the bolts are installed hand tight only.
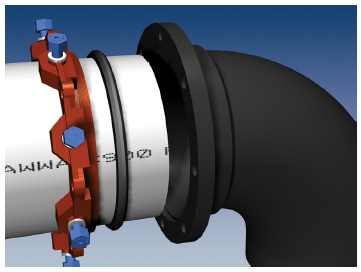
Any deflection at joint if needed should be made at this time. Then the T-Bolts are installed and tightened to 75-90 lbs of torque (maintaining equidistance from gland to flange). Then the torque limiting bolts are tightened until the nuts shear off indicating full torque.
For service connections to the main from ¾” to 2”, the following assembly is commonly required:
-Saddle

-Corporation Stop

-Copper or Polyethylene Pipe

-Curb Stop Valve

-Curb Stop Box (or meter pit)



-Compression Fittings


A good rule of thumb for C900 pipe services is that 5/8, ¾, and 1” taps can be made as ‘direct taps’, anything larger will often require a tapping ‘saddle’. Anything larger than 2” however should utilize a tapping sleeve.
Thrust blocking is almost always required when installing C900 pipe and fittings. It is most commonly done with cast-in-place concrete or in some cases precast concrete blocks. Either option must rest against virgin soil.


Also additional joint restraint is often required within a certain calculated distance of changes in direction (fittings) which with C900 pipe, is accomplished with bell restraint products. This will resist joint pullout at the change in flow direction, especially during pressure surges. Bell restraints are typically available in diameters of 3” up to 48”.

Another means of attaining joint restraint is by way of ‘restrain Joint’ pipe which has a built in joint restraining system, eliminating the need for bell restraints. ‘RJ’ C900 pipe is often used in directional drilling and auger/casing bores.

CUTTING
Cutting C900 pipe can be done with a hacksaw, handsaw, or power saw with a steel blade or abrasive disc. Cutting is easiest and safest when done outside of the trench, prior to lowering it into place. Assuring the cut is ‘square’ is essential for proper joint connections. This is done by marking the cut around the entire circumference, while referencing proper length from the end of the piece of pipe. After cutting, the plain end of the pipe will need to be ‘beveled’ to fit into the taper which exists inside the bell. This bevel can be done with a beveling tool, a wood rasp, a portable sander, or abrasive disc. The bevel should match the look of the factory spigots. Also a new insertion or ‘home’ line should be drawn on the cut end to assure the cut pipe piece is ‘home’ in the gasket/bell. This ‘bell depth’ can vary depending on manufacturer or fitting type.


Note cut pieces which are joined with mechanical joint or flanged fittings will not require beveling, only cut square and deburred.
STRUCTURE CONNECTIONS
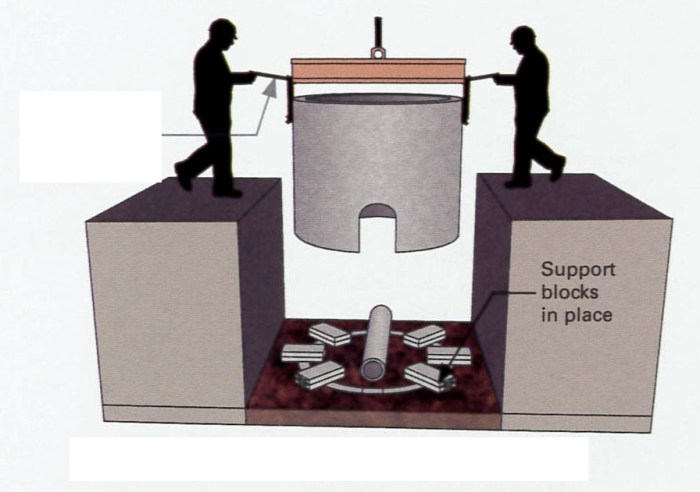
When an in-line valve and manhole are required on a project, the manhole is commonly precast with ‘doghouse’ openings at the bottom to provide a little vertical ‘give’ considering invert elevation doesn’t need to be dead on for pressure pipe systems. Also, it is quite common for watermain valve manholes to be bottomless and meant to be rested on a compacted gravel or concrete base (though some engineers specify full bot.
There are 2 common connection types of C900 pipe to valve manholes: mortared and booted.
A mortar connection refers to simply adding filler brick/block to the annular space, and mortaring it all closed, limiting infiltration and exfiltration.
A booted connection, uses a pre-sized flexible rubber boot inserted into the structures cored hole. Rubber boots are often coupled with a stainless steel band that is tightened around the pipe penetration. The entire assembly creates a virtually watertight connection, typically required of all sanitary sewer lines.
BACKFILL
Trench backfill material for C900 will depend on whether the pipe resides underneath or within the ‘zone-of-influence’ of pavement (often 1:1 slope from edge) or a structure foundation. If the pipe is within this condition, crushed stone with a gradation from 1-1/2” down to fines is commonly used. Engineers and pipe manufacturers typically consider 95% or greater proctor density backfill compaction to be a requirement to resist settlement and potential pipe deflection below.
If outside of the ‘zone-of-influence’ native soils from the trench excavation can typically be used given they are of reasonable condition.
Backfill can be done with plate compactors, rollers, or hydraulic hammer attachments (for excavators and backhoes). When hydraulic hammers are used for C900 pipe, manufacturers often recommend they are not used within 3’ of the top of pipe.

‘Long Term Deflection’ is a concern for many engineers which involves trench backfill material settling over a long period of time based on backfill material type, depth, and compaction effort. Premium backfill compacted above 90% Proctor Density will typically be sufficient to resist long term deflection on cover heights up to 10’ or more. Sandy/Gravely and Silty/Clayey soils as backfill however will start to become a Long Term Deflection concern at depths of 5’ or more, if not compacted above 80% proctor density.
BEDDING
Bedding is used with pvc C900 pipe for several reasons: to provide for consistent support under the pipe bending lengthwise, to increase the loading strength of the pipe, to spread loading pressure away from the joint and out more evenly among the length of each piece, to provide a platform for lining up and leveling the pipe, and to protect the pipe from potential damage as a result of backfill.

The most commonly utilized bedding material types are crushed stone or gravel. ‘Bedding’ is commonly 4-6” thick under the pipe, and will often require hand grading for proper pipe grade/slope and bell cradling. After placement the pipe will be embedded along the sides and often 4-12” above the top of the pipe. This second ‘lift’ of bedding is often referred to as the ‘haunch’ on either side of the pipe and is critical to ensuring pipe performance and deflection resistance.
TESTING
The 2 required testing processes for C900 water main pipe are pressure testing and bacteria testing. For a detailed description of watermain testing, see ‘Pressure Testing Water Mains’ and ‘Water Main Disinfection and Bacteria Testing’ articles.
It’s important to note that during pressure tests, compressed, entrapped air can cause difficulty in pumping to required pressure. Also, a pressurized water main may leak compressed air at the joints when it is actually watertight. For this reason, air venting and blowoffs should be placed at high points in the main if at all possible. Also, Engineers will design water mains with periodic automatic relief valves, slow closing/opening valves, etc. Testing pressure approximately 25% above intended operating pressure is typically sufficient, unless higher pressures are called for by engineer.
PROS
C900 pipe is often more economical than Ductile Iron pipe of the same size. It is relatively light in comparison to ductile iron pipe. It is easy to work with, cut, and handle. It is readily available in sizes up to 12”, and sometimes even in the larger diameter sizes depending on region and demand.
C900 PVC pipe is unaffected by electrolytic or galvanic corrosion, or corrosive soils, unlike steel and iron pipe systems.
CONS
C900 PVC pipe is generally not as strong as ductile iron nor does it have competitive working pressures with ductile iron pipe. The highest Pressure Class available in C900 is 305psi while the lowest pressure class of Ductile Iron pipe available is 350psi.
PRICE
While regional factors and demand can influence cost, generally speaking C900 pipe is +/- 30-50% less costly than ductile iron pipe Class 350.
CAUTION
Beware of chipping, breaking, or faulty joints when handling. Overlooking such defects could become costly situations to fix if failures exist during testing. For example, heavy impact may dimple the pipe exterior and hairline crack on the inside. This crack will split when the pipe is placed under pressure.
Use caution to properly bed the pipe, backfill the haunches, and backfill the trenches as excessive deflection can cause joint failure. Investigation, leak chasing, and repairs can be frustrating, contentious, and costly.
A good rule of thumb is, pipe gouges greater than 10% of pipe wall thickness should be repaired with a repair clamp.
MANUFACTURERS
Top producers of C900 pipe in the U.S. are:
Crestline Plastic Pipe – Evansville, IN
Diamond Plastics – Grand Island, NE
IPEX Inc – Mississau, GA
JM Eagle – Livingston, NJ
National Pipe – Vestal, NY
North American Pipe – Litchfield, IL
Pipelfe Jet Stream – Siloam Springs, AZ

