GENERAL INFORMATION
Plastic storm sewer pipe consists of mains, catch basin branches, curb inlet branches, field tiles, roof drain laterals, etc.
Storm sewer mains are typically in the depth ranges of 6” below lowest recorded frost depth (4’ + in colder climates) all the way up to 15’ deep or more for large diameter trunk mains and river/lake/ocean outlets. However a majority of standard storm sewer mains range in depths of +/- 2’ to 7’.
The depth of storm service laterals which most often drain roofs or yard drains, commonly ranges from +/- 2-7’ as well. However if the main is much deeper, a ‘riser’ or ‘drop’ assembly is common which utilizes bends and tees (or inserting tees) to drop elevation quickly near the inlet to the main. ‘Cleanouts’ are also widely utilized in storm service laterals, as a tee/wye, riser, and cap or plug allowing future cleaning of the service lateral.
SDR stands for ‘Standard Dimension Ratio’ which is a ratio of pipe diameter to wall thickness. SDR = D/s. For example SDR35 means that D (outside diameter of pipe) is 35 times the thickness of the wall. PVC (polyvinyl chloride) SDR35 pipe is the most commonly used plastic pipe in North America for storm sewers, however SDR28 is also available which has thicker walls per diameter and is costlier.
The ASTM (American Society for Testing and Materials) standard D3034 refers to SDR pipe from 4-15” in diameter. The ASTM standard F679 refers to SDR pipe from 18-48” in diameter.
SDR Pipe comes most commonly in 14’ lengths but can typically be special ordered in 20’ lengths as well. SDR35 pipe has a pipe stiffness of 46.
Many consider PVC pipe to have a minimum life expectancy of 100 years in typical, non-corrosive environments.
DIMENSIONAL INFORMATION

PROPERTIES
Pipe deflection can occur in SDR35 pipe when it’s subjected to excessive vertical loading. Deflection is heavily influenced by Pipe Stiffness, Soil Density, and Pipe Loading. Many engineers consider soil/bedding density within the haunched area of the pipe to be the most important factor in resisting pipe deflection.
HANDLING
When the delivery truck arrives, all pipes should be inspected and inventoried. Suppliers often will not remedy issues that aren’t identified upon delivery as they have no control over what happens on site after the delivery driver leaves. A forklift, front end loader with forks, or backhoe with forks is commonly used to unload ‘bundles’, ‘bunks’, or ‘pallets’ of SDR35 pipe. A spreader bar with straps spaced +/- 8’ may also be used with a crane or excavator to lift the pipe bundle off the truck.

If bundles are to be stored prior to ‘stringing’ individual pipe, they will need wood blocking supports underneath, spaced +/- 8’. During cold weather, PVC becomes more brittle so extra care must be used during handling.

TRENCH & COVER
Trench width is often determined by the installer, via trench box sizes, pipe depth, pipe size etc, however minimum trench widths for SDR35 pipe are set forth by many manufacturers. The following are common parameters:
4” pipe – 18”
6” pipe – 18”
8” pipe – 24”
10” pipe – 24”
12” pipe – 30”
15” pipe – 30”
18” pipe – 30”
21” pipe – 36”
24” pipe – 36”
27” pipe – 40”
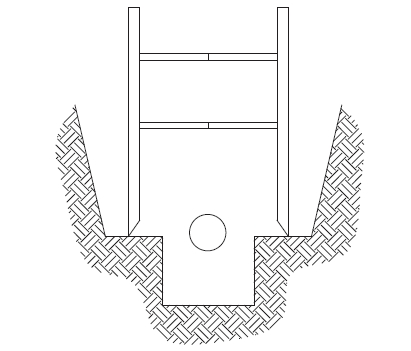
‘Full Profile’ trench boxes are commonly used for trench wall shoring and should be set on shelves in sidewalls of the trench above the springline of the pipe. This ‘sub-ditch- condition helps ensure peak compaction around the pipe.
Damaged pipe can be repaired with a repair clamp for localized smaller areas.

For larger sections needing replaced, the piece is commonly removed/cut, and a new piece is replaced with a ‘dresser’ style coupling on one or both ends.


JOINTS
When installing SDR35 pipe, the bell interior, gasket, and spigot should be cleaned to remove any foreign dirt or debris from permitting proper joint seal. The spigot end is lubricated, aligned with the bell, and inserted until it contacts the gasket uniformly. A spade with a block buffer, lever pullers, or ‘eagle claw’ devices may be used to push the pipe ‘home’ to the reference mark on the spigot. A pipe has been pushed home when the previously laid bell end lines up flush with the newly laid spigot end. While many installers elect to used a backhoe bucket to push the pipe home, manufacturers do not recommend this as it may damage the pipe or ‘over-bell’ the joint.

A certain amount of pipe bending is allowed with many SDR35 pipe manufacturers and should be verified with each. Also , a certain amount of joint deflection is allowed with many SDR35 pipe manufacturers (typically between 1.5 and 5 degrees depending on manufacturer). Combining both however is often not permitted.
FITTINGS

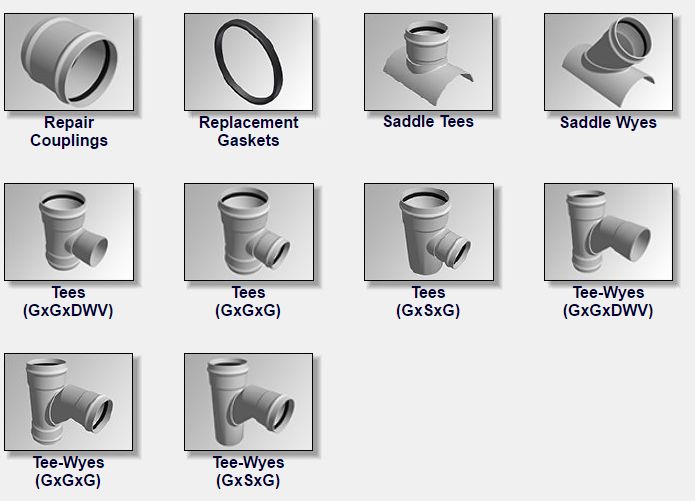
Many different types of fittings are avaie for SDR35 pipe: ‘Elbows’ and ‘Long Radius Bends’ 11-1/4, 22-1/2, 45, and 90 degrees angles. Injection moldings fittings are made for up to 12” diameter. Fabricated fittings are made for 15-27” fittings.


For service connections to the main, two different approaches are often utilized:
-molded or manufactured tee or wye fittings (recommended by manufacturers) .
-‘Inserting-Tees’ (not usually recommended but often allowed). Proper sized hole cored into main and an inserting tee is installed ready to accept a lateral or branch. They can be installed on SDR35, concrete, HDPE, and A2000 mainlines up to 36” with branch sizes up to 15”

Proper hole diameters needed for SDR35 branch inserting tees are 4 pipe” à 4-1/2”, 6” pipe à 6-1/2”, 8” pipe à 8-3/4”, 10” pipe à 10-7/8”, 12” pipe à 12-7/8”, 15” pipe à 15-13/16”
Products exist for use at deep laterals to resist settlement which commonly occurs at the tee. These are referred to as a ‘Controlled Settlement Joint’ or a ‘Vertical Riser Kit’
At locations where a new pipe must be tied on to existing pipe, a flexible elastomeric PVC coupling (example brand name Fernco) is often used in conjunction with stainless steel bands to create a strong connection between the two pipes. Ferncos are manufactured for specific pipe types (concrete, plastic, clay, etc) and different sizes. Choosing the right fernco product sizes is critical in fitting the correct situation.

CUTTING
Cutting SDR35 pipe can be done with a hacksaw, handsaw, or power saw with a steel blade or abrasive disc. Cutting is easiest and safest when done outside of the trench, prior to lowering it into place. Assuring the cut is ‘square’ is essential for proper joint connections. This is done by marking the cut around the entire circumference, while referencing proper length from the end of the piece of pipe. After cutting, the plain end of the pipe will need to be ‘beveled’ to fit into the taper which exists inside the bell. This bevel can be done with a beveling tool, a wood rasp, a portable sander, or abrasive disc. The bevel should match the look of the factory spigots, but many manufacturers require a 15% chamfer for a length of approximately ½”. Also a new insertion or ‘home’ line should be drawn on the cut end to assure the cut pipe piece is ‘home’ in the gasket/bell. This ‘bell depth’ can vary depending on manufacturer or fitting style (injection molded or fabricated).

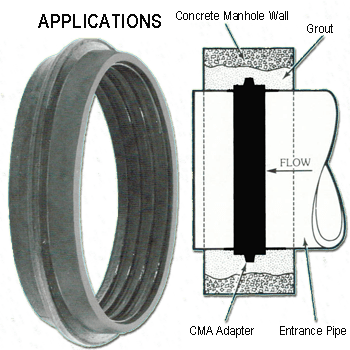
STRUCTURE CONNECTIONS
There are 3 common connection types of SDR35 pipe to manholes and catch basins: mortar, waterstop, and booted.
A mortar connection is used for storm sewer connections only and refers to simply adding filler brick/block to the annular space, and mortaring it all closed, limiting infiltration and exfiltration.

A booted connection, uses a pre-sized flexible rubber boot inserted into the structures cored hole. Rubber boots are often coupled with a stainless steel band that is tightened around the pipe penetration. The entire assembly creates a virtually watertight connection, typically required of all sanitary sewer lines.

A waterstop connection (or manhole adapter) is essentially a hybrid version of a booted and mortared connection. A rubber ring or gasket is placed around the outside of the pipe to penetrate the manhole (larger diameter waterstops may be coupled with a stainless steel band) . The remaining annular space is then mortared shut creating a connection more water tight than grout alone, but arguably not as productive as a premium booted connection.
BACKFILL
Trench backfill material for SDR35 will depend on whether the pipe resides underneath or within the ‘zone-of-influence’ of pavement (often 1:1 slope from edge) or a structure foundation. If the pipe is within this condition, crushed stone with a gradation from 1-1/2” down to fines is commonly used. Engineers and pipe manufacturers typically consider 95% or greater proctor density backfill compaction to be a requirement to resist settlement and potential pipe damage below.
If outside of the ‘zone-of-influence’ native soils from the trench excavation can typically be used given they are of reasonable condition.
Backfill can be done with plate compactors, rollers, or hydraulic hammer attachments (for excavators and backhoes). When hydraulic hammers are used for SDR35 pipe, manufacturers often recommend they are not used within 3’ of the top of pipe.

‘Long Term Deflection’ is a concern for many engineers which involves trench backfill material settling over a long period of time based on backfill material type, depth, and compaction effort. Premium backfill compacted above 90% Proctor Density will typically be sufficient to resist long term deflection on cover heights up to 10’ or more. Sandy/Gravely and Silty/Clayey soils as backfill however will start to become a Long Term Deflection concern at depths of 5’ or more, if not compacted above 80% proctor density.
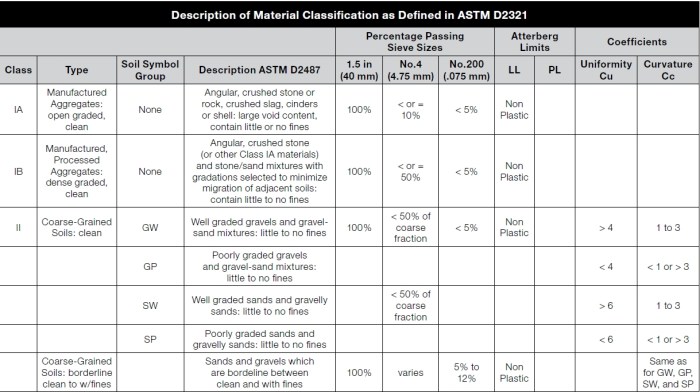
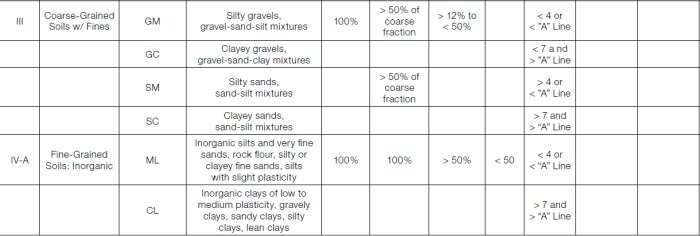
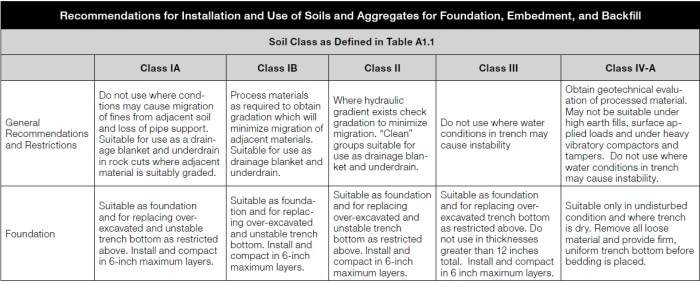
The following are useful tables for the classification and identification of acceptable pipe bedding and backfill soils and materials:
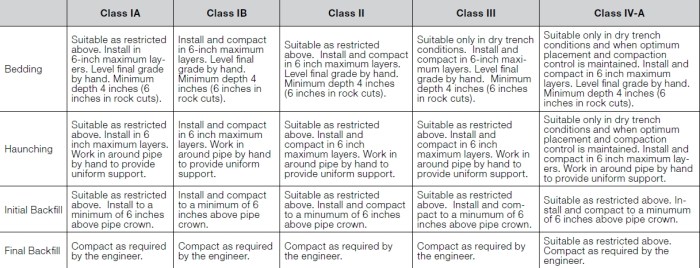
BEDDING
Bedding is used with pvc pipe for several reasons: to provide for consistent support under the pipe bending lengthwise, to increase the loading strength of the pipe, to spread loading pressure away from the joint and out more evenly among the length of each piece, to provide a platform for lining up and leveling the pipe, and to protect the pipe from potential damage as a result of backfill.


The most commonly utilized bedding material types are coarse sand, crushed stone, or gravel. ‘Bedding’ will assure the SDR35 pipe is supported uniformly along the length of pipe, is commonly 4-6” thick under the pipe, and will often require hand grading for proper pipe grade/slope and bell cradling. After the placement the pipe will be embedded along the sides and often 4-12” above the top of the pipe. This second ‘lift’ of bedding is often referred to as the ‘haunch’ on either side of the pipe and is critical to ensuring pipe performance and deflection resistance.
TESTING
The 2 most common testing approaches to installed SDR35 pipe are Air Testing and Deflection Testing. Hydrostatic testing is also an option to verify exfiltration but is less common.
Air Testing – With air testing the section to be tested is plugged at each end, often via manhole access and inflatable tapped plugs. The section is subjected to low pressure air. If the section maintains +/- 3.5-4.0 psi pressure for a specified period of time (based on pipe size, length of pipe, etc) it will pass the test. Otherwise the installer will often have to remediate the issue, a costly and undesirable proposition.

Deflection Testing – Deflection testing is commonly required to assure deflection has not limited the inside diameter of the pipe or created ‘belly’ area in the pipe runs which can collect standing water and promote joint leaking.
The most common testing approach used for measure deflection is the ‘mandrel’ test which provides a ‘Go or No Go’ result. This process involves pulling a ‘cage’ like device (often 95% of the pipe diameter) through the test run to determine if deflection requirement have been met. The mandrel will have string on either end. The string is often blown with a parachute device through the section or floated with the water in the line.


PROS
PVC SDR35 pipe is considered by many superior to competing HDPE pipe products (though some will argue this) because of it’s superior strength. It is relatively light in comparison to concrete or metal pipe. It is easy to work with, cut, and handle. It is readily available in sizes up to 12”, and sometimes even in the larger diameter sizes depending on region and demand.
CONS
PVC pipe is slightly more brittle when compared to HDPE pipe and is subject to breaking and cracking. Also, many consider PVC SDR pipe to be cost prohibitive when compared with HDPE.
PRICE
Generally speaking (dependent on regional factors and demand) diameters of SDR pipe up to 12” are 20-35% more expensive than HDPE pipe. Larger diameters (15-27”) can be +/- 30-55% more expensive than equal HDPE sizes.
In 12” and 15” diameter sizes, SDR35 pipe is 25-45% more costly than class III or IV concrete pipe. In 18 and 21” diameter sizes, SDR35 pipe is similar to or up to 15% more than concrete pipe. 24” and 27” sizes in SDR35 pipe are 10-30% more costly than concrete pipe.
CAUTION
Beware of chipping, breaking, or faulty joints when handling. Overlooking such defects could become costly situations to fix if failures exist during testing.
Use caution to properly bed the pipe, backfill the haunches, and backfill the trenches as excessive deflection can cause joint failure. It can also cause pipe ‘bellying’ which harbors standing water and prohibits proper flow. Investigation and repairs can be frustrating, contentious, and costly.
MANUFACTURERS
Top producers of PVC SDR pipe in the U.S. are:
JM Eagle/PW Eagle – Livingston, New Jersey
Diamond Plastics – Grand Island, New England
National Pipe – Vestal, New York
North American Pipe – Litchfield Illinois
